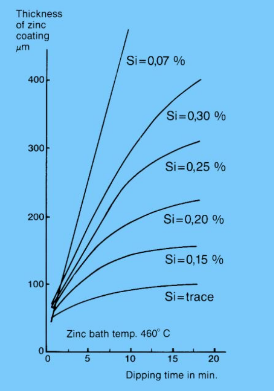
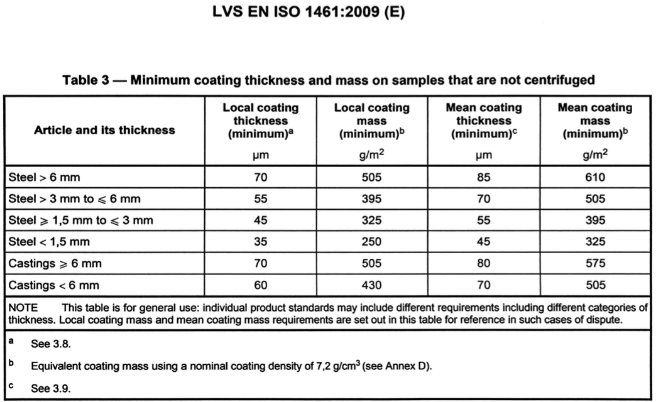
Tsingimiseks sobiva metalli valikul on määravaks teguriks ränisisaldus, mis on eelistatavalt vahemikus 0,15-0,21%. Arvestada tuleks ka metalli paksusega, kuna sellest sõltub tsinkkatte paksus. Tagame ISO standardile vastava minimaalse katte paksuse.
Metallkonstruktsioonid on soovitav valmistada vastavalt ISO 1090 standardile, erilist tähelepanu tuleks pöörata õmbluste kvaliteedile ja keevitusjärgsele töötlusele. Sageli kaetakse uued terastooted säilitusõlide või värvisüsteemidega. Sel juhul tuleks pind enne tsinkimist puhastada. Värv eemaldatakse abrasiivse joa abil, määrdeõlid aga keemiliselt enne tsinkimist. Tugevalt roostetanud pinnad tuleks ka enne tsinkimist puhastada. Tähelepanu tuleks pöörata keemilise adjuvandi õigele valikule:
Tsingitud toodete ebaõige pritsmevastase pihusti tagajärjed! Soovitatav on valida taimepõhine pritsmevastane aine:
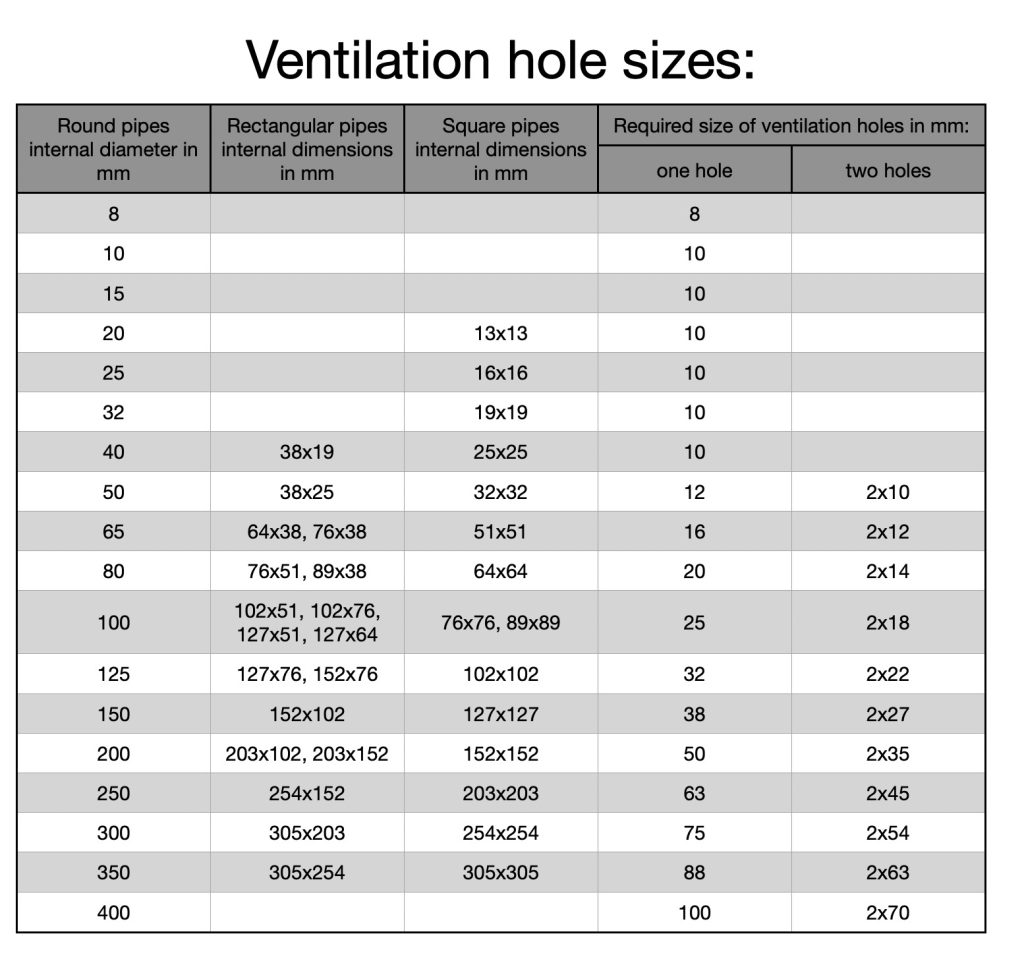
3. Tehnoloogilised puurimised
Olulise tähtsusega, eriti õõneskonstruktsioonide galvaniseerimise kvaliteedi seisukohalt, on õigesti valitud tehnoloogiliste aukude mõõtmed ja asukoht. Kui augud tuleb pärast tsinkimist sulgeda, soovitame kasutada alumiiniumkorke.
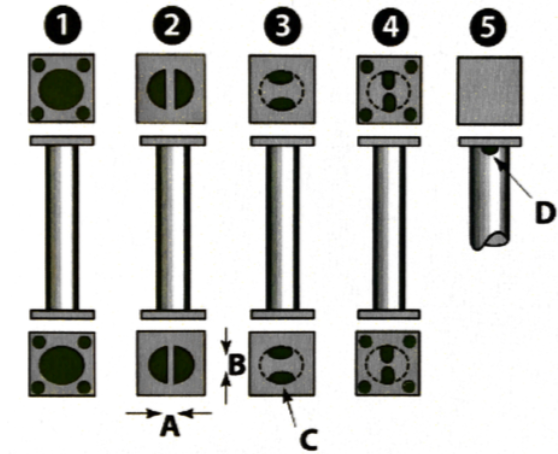
Kõige populaarsemate/levinud kujundustüüpide aukude asukohtade pildid:
4. Pärast tsinkimist
Kõige levinumad visuaalsed probleemid pärast tsinkimist, mis ei mõjuta korrosioonikaitset, on valge rooste (tsinkoksiid), tsingijooks ja happejooks.
“Valge rooste” on iseloomulik värskelt tsingitud terasele ja väljendub tsingitud pinnal ebaühtlase kujuga valkjate laikudena, mis on kergesti maha pestavad. Need on tsingi oksüdatsiooniproduktid, mis tekivad värskelt tsingitud terase kokkupuutel vee ja süsinikdioksiidiga. Valged plekid tuleb veega maha pesta või peene abrasiiviga maha pühkida. Värskelt tsingitud toode tuleb asetada kuiva, hästi ventileeritavasse kohta.
Tsingitud osadel täheldatakse triipe, mis tekivad osade vannist eemaldamisel ja tsingi kiirel jahtumisel. See on pöördumatu nähtus, mida saab osaliselt lahendada detaili mehaanilise töötlemise etapis pärast tsinkimist.
Kui tootel on keevitatud osad, siis soolhappega töötlemisel jäävad nende alla vesinikkloriidhappe reaktsiooniproduktid, mis tsinkimisprotsessi käigus täielikult ei eemaldata ja võivad pärast tsinkimist ilmuda pruunide või punaste triipudena. Seda nähtust nimetatakse “roosteverejooksuks” ja see kõrvaldatakse töödeldava pinna mehaanilise hõõrumise ja loputamisega.
Segaduse või lisaküsimuste korral võtke ühendust meie juhtidega.
Oluline on mitte unustada, et galvaniseerimise põhieesmärk on kaitse korrosiooni eest, visuaalsed vead aga teisejärgulised (jaotis 6.1. ISO1461).