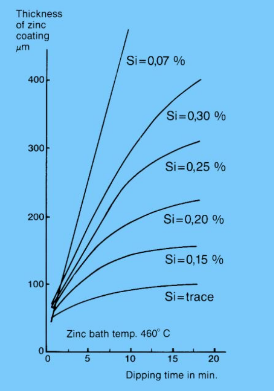
Определяющим фактором при выборе металла, подходящего для цинкования, является содержание кремния, которое предпочтительно должно находиться в пределах 0,15-0,21%.
Также необходимо учитывать толщину металла, поскольку от нее зависит толщина цинкового покрытия.
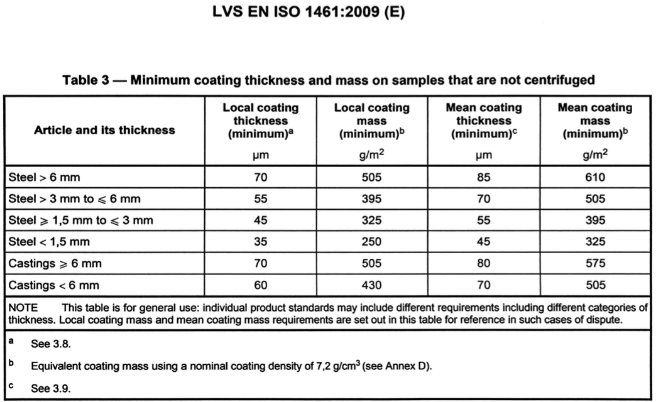
Мы обеспечиваем минимальную толщину покрытия согласно стандарту ISO.
2. Подготовка конструкций к цинкованию
Металлические конструкции предпочтительно должны быть подготовлены в соответствии со стандартом ISO 1090, уделяя особое внимание качеству швов и последующей обработке после сварки.
Зачастую новые изделия из стали покрывают консервирующими маслами или красочными системами.
В этом случае перед цинкованием поверхность необходимо очистить.
Краска удаляется абразивоструйной очисткой, а смазочные масла перед цинкованием удаляются химическим способом.
Перед горячем цинкованием также необходимо очистить сильно заржавевшие поверхности.
Следует обратить внимание на правильный выбор химических вспомогательных средств:
Последствия использования неправильного спрея против брызг для оцинкованных изделий!
Предпочтительнее выбирать средство против брызг на растительной основе:
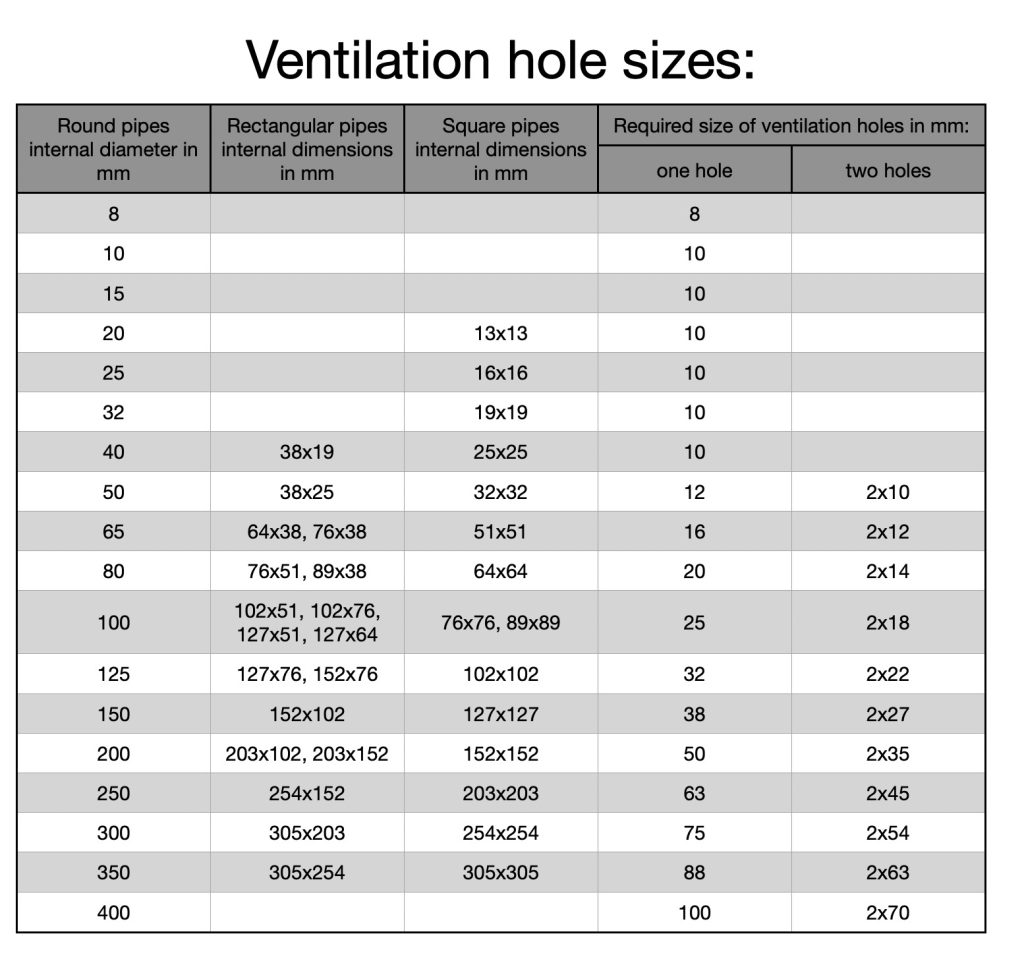
3. Технологические отверстия
Правильно подобранные размеры и расположение технологических отверстий играют важную роль в качестве цинкования, особенно в пустотелых конструкциях.
Если после цинкования отверстия необходимо закрыть, рекомендуем использовать алюминиевые заглушки.
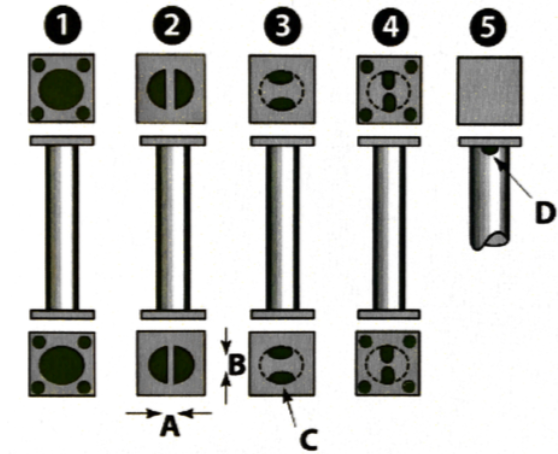
На изображениях показано расположение отверстий в наиболее популярных/распространенных типах конструкций:
4. После цинкования
Наиболее распространенными визуальными проблемами, не влияющими на защиту от коррозии после цинкования, являются «белая ржавчина» (оксид цинка), стекание цинка и стекание кислоты.
«Белая ржавчина» характерна для свежеоцинкованной стали и проявляется в виде беловатых пятен неравномерной формы на оцинкованной поверхности, которые легко смываются. Это продукты окисления цинка, возникающие при контакте свежеоцинкованной стали с водой и углекислым газом. Белые пятна следует смыть водой или стереть мелкоабразивным средством. Свежеоцинкованное изделие следует поместить в сухое, хорошо проветриваемое место.
Подтеки на оцинкованных деталях возникают, когда детали вынимаются из ванны и цинк быстро остывает. Это неизбежное явление, от которого можно частично избавиться на этапе последующей механической обработки оцинкованных деталей.
Если изделие имеет сварные детали, то при обработке его соляной кислотой под ним остаются продукты реакции соляной кислоты, которые не удаляются полностью в процессе цинкования и могут проявиться после цинкования в виде коричневых, ржавых выделений.
Это явление называется «подтеканием ржавчины» и его можно предотвратить механическим натиранием и ополаскиванием обработанной поверхности.
В случае возникновения неясностей или дополнительных вопросов обращайтесь к нашим менеджерам!
Важно не забывать, что основной целью цинкования является защита от коррозии, а внешний вид имеет второстепенное значение (ISO1461, раздел 6.1).