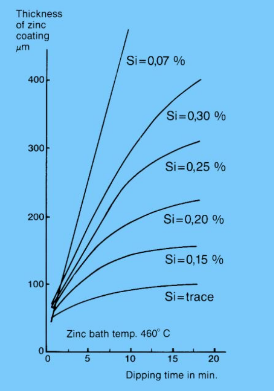
Noteicošais faktors cinkošanai piemērota metāla izvēlei ir silīcija saturs, kam vēlams būt robežās no 0,15-0,21%.
Jāņem vērā arī metāla biezums, jo no tā ir atkarīgs cinka pārklājuma biezums.
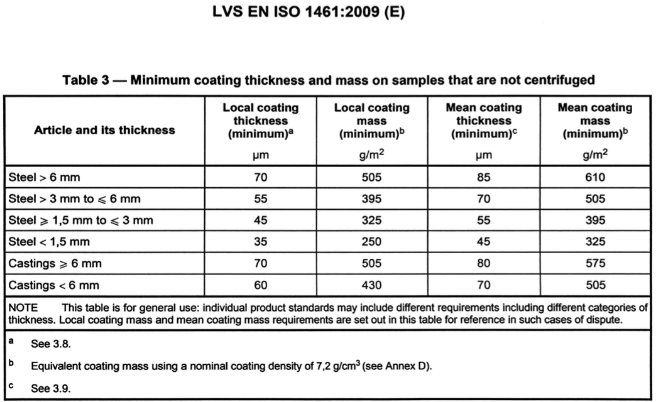
Nodrošinām minimālo pārklājuma biezumu atbilstoši ISO standartam.
2. Konstrukciju sagatavošana cinkošanai
Metāla konstrukcijām vēlams būt sagatavotām atbilstoši standartam ISO 1090, īpašu uzmanību pievēršot šuvju kvalitātei un pēcapstrādei pēc metināšanas.
Bieži jaunus tērauda izstrādājumus pārklāj ar konservējošām eļļām vai krāsu sistēmām. Šādā gadījumā pirms cinkošanas virsma ir jāattīra. Krāsu attīra ar abrazīvo strūklu, savukārt, smēreļļas pirms cinkošanas tiek noņemtas ķīmiski. Pirms cinkošanas jāattīra arī stipri norūsējušas virsmas.
Jāpievērš uzmanība pareizai ķīmisko palīglīdzekļu izvēlei:
Nepareizā pretšļakatu aerosola sekas nocinkotai produkcijai!
Vēlams izvēlēties uz augu bāzes veidotu pretšļakatu līdzekli:
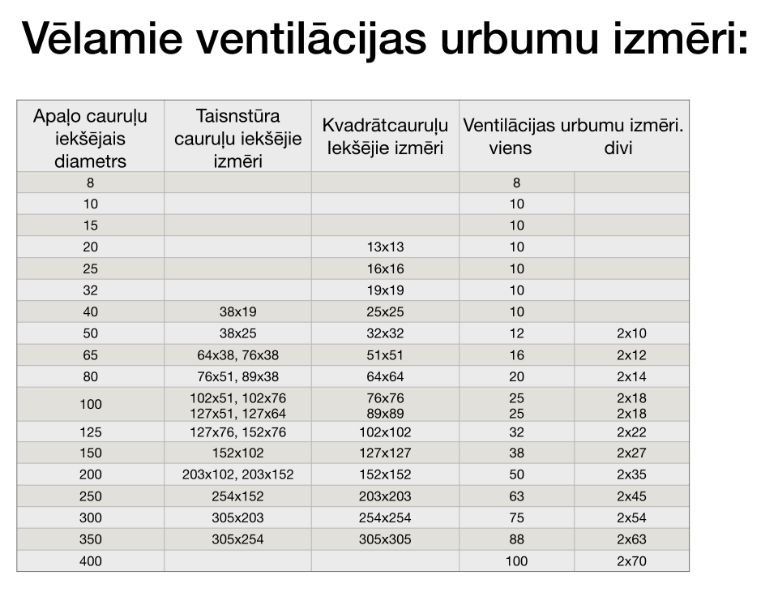
3. Tehnoloģiskie urbumi
Būtiska nozīme, sevišķi dobtajām konstrukcijām, cinkošanas kvalitātē ir pareizi izvēlētiem tehnoloģisko urbumu izmēriem un novietojumam.
Ja urbumus pēc cinkošanas ir nepieciešams aiztaisīt, piedāvājam izmantot alumīnija aizbāžņus.
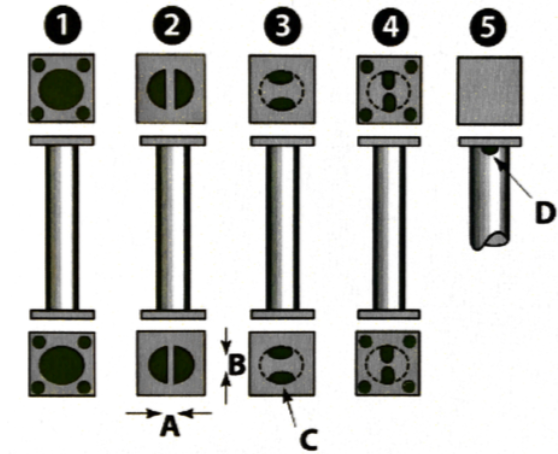
Attēli ar urbumu novietojumu populārākajiem/izplatītākajiem konstrukciju veidiem:
4. Pēc cinkošanas
Izplatītākās vizuālās problēmas, kas neietekmē aizsardzību pret koroziju, pēc cinkošanas ir “baltā rūsa” (cinka oksīds), cinka notecējumi un skābes notecējumi.
“Baltā rūsa” ir raksturīga svaigi cinkotam tēraudam un izpaužas ka bālgani, nevienmērīgas formas traipi uz cinkotas virsmas, kas viegli skalojas nost. Tie ir cinka oksidācijas produkti, kas rodas, ja svaigi cinkots tērauds nonāk saskarsmē ar ūdeni un ogļskābo gāzi. Baltas krāsas plankumi ir jānoskalo ar ūdeni vai jānoberž ar smalki abrazīvu līdzekli. Svaigi cinkots izstrādājums jānovieto sausā, labi vēdinātā vietā.
Cinkotām detaļām novērojami notecējumi, kas rodas ņemot detaļas ārā no vannas un cinkam strauji atdziestot. Tā ir nenovēršama parādība, ko daļēji var atrisināt nocinkotas detaļas mehāniskas pēcapstrādes etapā.
Ja izstrādājumam klāt ir metinātas detaļas, apstrādājot to ar sālsskābi, zem tā paliek sālsskābes reakcijas produkti, kas pilnīgi netiek izvadīti cinkošanas procesā un var parādīties pēc cinkošanas brūnu, rūsganu notecējumu veidā. Šo parādību sauc par „rust bleeding” un to var novērst mehāniski noberžot un noskalojot apstrādājamo virsmu.
Neskaidrību vai papildu jautājumu gadījumā, lūdzam, sazināties ar mūsu menedžeriem!
Svarīgi ir neaizmirst, ka cinkošanas primārais mērķis ir aizsardzība pret koroziju un vizuālajam izskatam ir sekundāra nozīme ( ISO1461 sadaļa 6.1).